หมวดหมู่
ปัญหาและการปฏิบัติในกระบวนการผลิตท่อพีอี
March 30 , 2023With the continuous advancement of technology, PE pipe machine are widely used in all aspects of production and life due to their unique advantages, such as building water supply, construction drainage, buried gas transmission and distribution, gas pipelines, electrical and telecommunications protective casing, industrial pipes, agricultural pipes, etc. So, what problems may be encountered in the process of producing PE pipes? This article will list some problems that may occur in the production process and give corresponding solutions.
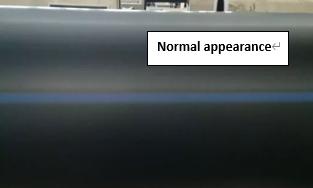
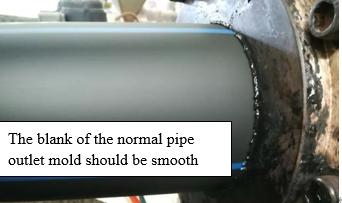
First of all, the normal appearance of PE pipe should be smooth and symmetrical, and PE pipe extruder make the specific manifestation is smooth appearance, flat and uniform, and consistent color. As shown in the following figure.
However, various problems can arise during the production process, such as:
a) The surface of the pipe is rough
b) Groove marks appear on the outer surface of the pipe
c) Groove marks appear on the inner surface of the pipe
The specific solution is as follows
a) The surface of the pipe is rough
Adjust the process temperature. The problem is generally caused by low temperature.
Increase cooling water temperature or production speed.
ตรวจสอบว่าทางเดินน้ำอุดตันหรือแรงดันน้ำไม่สม่ำเสมอ ส่งผลให้เกิดการปริแตกของน้ำและผิวท่อขรุขระ หรือตรวจสอบว่าแรงดันน้ำสูงเกินไปและอัตราการทำความเย็นเร็วเกินไปหรือไม่
ตรวจสอบว่าวงแหวนทำความร้อนของกระบอกสูบและส่วนหัวเสียหายหรือไม่ ส่งผลให้อุณหภูมิในการประมวลผลไม่เพียงพอ
ปรับอัตราการไหลเข้าของปลอกปรับขนาด
ปรึกษาซัพพลายเออร์วัตถุดิบสำหรับพารามิเตอร์วัตถุดิบของแบทช์นี้ (ขนาดหลอม อุณหภูมิการประมวลผล ฯลฯ)
ตรวจสอบอุณหภูมิของแกนแม่พิมพ์ หากสูงกว่าอุณหภูมิของส่วนแม่พิมพ์ทางออก ให้เพิ่มหรือลดอุณหภูมิแกน
ทำความสะอาดแม่พิมพ์ (0.5-1 ซม. ในแม่พิมพ์แกนมีแนวโน้มที่จะเป็นถ่านโค้กและทำให้พื้นผิวไม่เป็นเงา)
ปรับระยะห่างระหว่างปลอกปรับขนาดและดายทางออก ยิ่งระยะห่างใกล้กันมากเท่าไหร่ ผิวท่อก็จะเรียบขึ้นเท่านั้น
การปรับสูตร ปัญหาโดยทั่วไปเกิดจากอัตราส่วนที่ไม่ดีของฟิงเกอร์หลอมต่ำและวัสดุฟิงเกอร์หลอมสูง
ข) รอยร่องปรากฏบนพื้นผิวด้านนอกของท่อ

ปรับแรงดันทางออกของปลอกปรับขนาด ปริมาณน้ำออกต้องมีความสมดุล และปริมาณน้ำที่มากเกินไปอาจทำให้เกิดคูน้ำได้ง่าย
ปรับมุมของหัวฉีดในถังสอบเทียบสุญญากาศเพื่อทำให้ท่อเย็นลงอย่างสม่ำเสมอ
ตรวจสอบว่ามีเศษเล็กเศษน้อย เสี้ยน ฯลฯ ในฮาร์ดแวร์ เช่น ดายเต้าเสียบ ปลอกปรับขนาด เครื่องตัด ฯลฯ
เมื่อเปลี่ยนวัตถุดิบ จะทำให้เกิดร่องลาย ซึ่งต้องใช้เวลาในการปรับปรุง เมื่อเปลี่ยนวัตถุดิบ (เช่น MPP สำหรับ PE) จำเป็นต้องล้าง กระบอก สายการอัดขึ้นรูปท่อ PEด้วยวัสดุบริสุทธิ์ประมาณ 200KG โดยใช้นิ้วละลายต่ำ ล้างวัสดุอื่นในถังแล้วใช้วัสดุสูตรในการผลิต
ค) รอยร่องปรากฏบนพื้นผิวด้านในของท่อ
ตรวจสอบว่าท่อด้านในท่วมด้วยน้ำหรือไม่ และถ้าน้ำเข้า ให้บีบท่อเปล่าที่เพิ่งส่งออกไปยังแม่พิมพ์ให้แน่นเพื่อปิดช่องด้านใน เส้นผ่านศูนย์กลางขนาดใหญ่ต้องหยุดเพื่อระบายน้ำก่อนที่จะเริ่มทำงาน หรือใช้เขื่อนกั้นน้ำเพื่อป้องกันไม่ให้น้ำไหลเข้าสู่ท่อที่เชื่อมต่อใหม่
ลดอุณหภูมิภายในแม่พิมพ์
ทำความสะอาดและซ่อมแซมแม่พิมพ์ขัดเงา เนื่องจากแม่พิมพ์อาจมีโค้กค้างอยู่
การหยุดทำงานมากเกินไปทำให้แม่พิมพ์แกนมีอุณหภูมิต่ำ หรือนำไปสู่การปรับขนาดแม่พิมพ์
No. 17, Xiwei road, Qiandeng town, Kunshan city, Jiangsu province, China
อีเมล์ : jelf@wonplus.com.cn
โทร : +86-18962213276
Whatsapp : +86-18962213276
 รองรับเครือข่าย IPv6
รองรับเครือข่าย IPv6